Su equipo ya sabe mover materia prima, controlar devoluciones y cuadrar inventarios. Entonces aparece un frente nuevo: un proceso interno genera residuos líquidos con riesgo biológico y alguien en compras recibe la instrucción de conseguir un bote amarillo RPBI. En muchas plantas, ese momento se trata como una compra menor. Es un error.
Un bote de este tipo no resuelve nada por sí solo. Lo que realmente entra a la operación es una disciplina nueva: segregación en origen, control visual, cierre, traslado interno, almacenamiento temporal y entrega documentada a un gestor externo. Si uno de esos pasos falla, el problema ya no es sólo sanitario. También pega en seguridad, auditoría, orden de almacén y reputación operativa.
Para gerencias de logística, manufactura, calidad y compras, el manejo del Bote amarillo RPBI funciona como una prueba de madurez. Si la planta puede controlar un flujo tan sensible, también puede elevar el estándar con el resto de sus activos retornables, sus tarimas higiénicas y sus procesos de contención. Ahí está el valor real del tema.
Introducción a la Gestión de RPBI en el Entorno Industrial
En automotriz, alimentos, farmacéutica, agroindustria o un CEDIS con áreas médicas y de laboratorio, la aparición de RPBI líquido cambia la conversación. Ya no basta con tener un recipiente identificado. La planta necesita un proceso que aguante revisión interna, auditoría y operación diaria sin improvisaciones.
El punto crítico es que este residuo no tolera ambigüedades. Cuando el personal mezcla categorías, usa recipientes incorrectos o retrasa el retiro interno, la operación empieza a cargar con riesgos que luego se traducen en incidentes, retrabajos y discusiones entre seguridad, calidad y compras. En campo, casi siempre veo el mismo patrón: se subestima el arranque y se corrige después de un hallazgo.
Cuando el problema parece pequeño y no lo es
Un gerente de planta suele pensar primero en tres preguntas. Qué contenedor comprar. Dónde colocarlo. Quién se lo llevará. Son preguntas válidas, pero insuficientes. La pregunta útil es otra: cómo entra este flujo al sistema logístico de la planta sin romper controles existentes.
Eso obliga a revisar:
- Puntos de generación: dónde nace el residuo y quién lo deposita.
- Responsables operativos: quién inspecciona, quién cierra, quién mueve y quién registra.
- Condiciones físicas: rutas internas, área de acopio temporal, señalización y acceso.
- Trazabilidad documental: evidencia de que el manejo fue correcto desde origen hasta recolección.
La planta que controla bien sus residuos regulados casi siempre controla mejor sus materiales retornables, sus áreas de cuarentena y sus flujos de limpieza.
Lo que sí distingue a una operación madura
Una operación madura no compra “un bote amarillo” como si fuera papelería industrial. Define especificación, ubica el punto de uso, entrena al personal y establece criterios de retiro. Ese nivel de rigor no es burocracia. Es prevención de errores.
En ese sentido, el manejo del RPBI líquido se parece mucho a cualquier sistema serio de contención industrial. La diferencia es que aquí el margen para equivocarse es mucho menor.
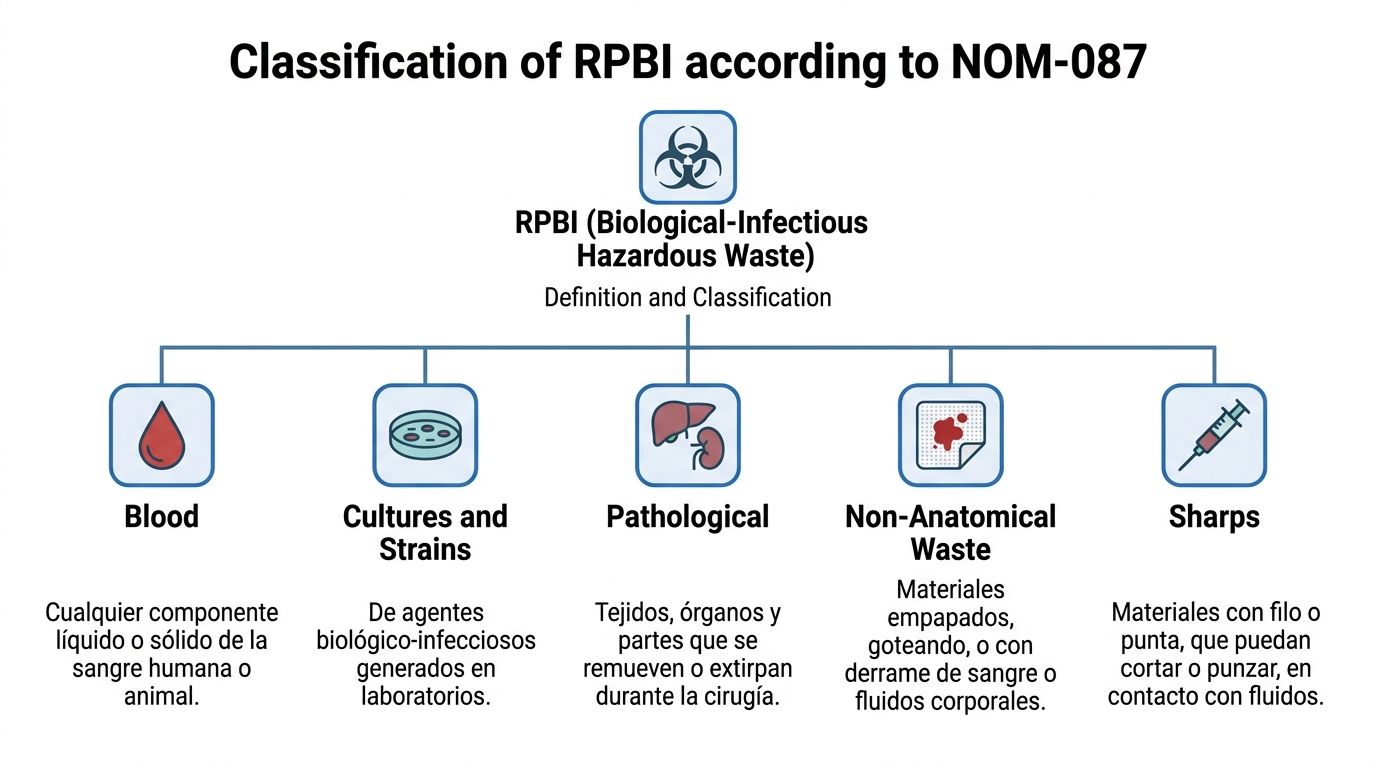
Qué es un Bote Amarillo RPBI y Qué Dice la NOM-087
Un error de segregación con RPBI líquido rara vez se queda en el área donde ocurrió. Termina afectando traslado interno, limpieza, registros y, en el peor caso, la relación con el proveedor autorizado que retira el residuo. Por eso el bote amarillo no se define solo por su color o por una ficha de compra. Se define por la función operativa que cumple dentro del sistema de control de la planta.
El bote amarillo RPBI se utiliza para la recolección y almacenamiento de residuos peligrosos biológico-infecciosos en estado líquido. Su papel dentro de la NOM-087 es claro: separar esta fracción desde el punto de generación para evitar mezclas, fugas y reclasificaciones posteriores. Esa separación temprana reduce errores de manejo, evita retrabajos y protege la trazabilidad. Si necesitas contexto general sobre la clasificación y manejo de estos residuos, conviene revisar esta guía sobre contenedores para RPBI en operación industrial.
Lo que sí identifica al recipiente amarillo
En planta, la confusión más costosa no suele ser legal. Suele ser práctica. El personal ve dos contenedores, ambos con señalización sanitaria, y asume que uno puede sustituir al otro si está más cerca o si todavía tiene capacidad. Ahí empieza la desviación.
La lógica correcta de segregación se resume así:
| Elemento | Uso correcto |
|---|---|
| Recipiente rígido amarillo | Residuos patológicos en estado líquido |
| Bolsa amarilla flexible | Residuos anatómicos sólidos como órganos, tejidos y placentas |
| Contenedor rojo | Residuos sólidos punzocortantes o cultivos |
La coincidencia en el color no significa equivalencia funcional. La bolsa amarilla responde a un tipo de residuo. El bote amarillo responde a otro, con exigencias de contención mucho más estrictas por el riesgo de derrame. En operación, esa diferencia impacta tiempos de respuesta, limpieza correctiva y exposición del personal.
Qué exige la NOM-087 en la práctica
La NOM-087 pide que el recipiente destinado a este flujo sea hermético, cuente con tapa, esté fabricado en plástico o metal y tenga identificación visible con el símbolo universal de riesgo biológico y la leyenda “Residuos Peligrosos Biológico-Infecciosos”. Dicho de forma operativa, el recipiente debe contener el líquido sin fuga, resistir manipulación normal y permitir identificación inmediata en cualquier punto del trayecto interno.
Eso se valida con tres preguntas simples en piso:
- ¿Cierra de verdad? La tapa debe mantenerse segura durante uso, movimiento y espera en acopio temporal.
- ¿Soporta la operación real? El cuerpo del recipiente debe resistir golpes menores, contacto frecuente y limpieza exterior.
- ¿Se identifica sin duda? El operador, el personal de limpieza y quien recolecta deben reconocer el riesgo al primer vistazo.
He visto plantas con contenedores “correctos” en papel que fallan en uso diario porque la tapa se afloja, la etiqueta se pierde o el diseño obliga al operador a improvisar. Ese tipo de falla no es menor. Convierte un requisito normativo en un costo operativo repetitivo.
Por qué esta definición importa más de lo que parece
El bote amarillo RPBI funciona como un punto de control logístico. Si se selecciona mal o se usa fuera de criterio, la planta absorbe el problema en forma de incidentes menores, desvíos de ruta, limpieza adicional, consumo de insumos y registros poco confiables. Si se define bien desde el inicio, el flujo de RPBI líquido entra al sistema con menos fricción y menos exposición.
Esa es la diferencia entre cumplir por obligación y operar con disciplina. En RPBI líquido, la NOM-087 marca el mínimo. La ventaja real aparece cuando ese mínimo se traduce en contención efectiva, trazabilidad clara y menos costo por error.
Especificaciones Técnicas y Criterios de Selección Estratégica
Comprar por precio unitario suele salir caro. En el caso del Bote amarillo RPBI, esa lógica se nota rápido. El mercado habla mucho de capacidades, pedal, material o presentación comercial, pero casi no aterriza el tema clave: el costo operativo del contenedor a lo largo de su ciclo de uso.

Una observación útil del mercado es que el contenido disponible en México se concentra en la descripción del producto, pero no profundiza en gestión de costos ni en ciclo de vida para cumplir con la norma. También se subraya que la NOM-087 exige recipientes herméticos y resistentes a fugas, aunque no existe una cuantificación pública del aumento del costo operativo por litro cuando se usan contenedores de baja calidad que requieren reemplazo frecuente o limpieza especializada, como se señala en esta revisión sobre contenedor amarillo RPBI y su vacío operativo.
Selección por especificación, no por catálogo
En compras industriales, la pregunta correcta no es “cuál es el más barato”, sino “cuál aguanta mi operación sin introducir riesgo”. Eso implica validar ficha técnica vigente, modo de cierre, resistencia del material y compatibilidad con el proceso interno.
Los criterios que sí sirven son estos:
- Hermeticidad verificable: no basta con que el proveedor lo diga. El cierre debe ser consistente en uso real.
- Resistencia a fugas: clave para manipulación interna, acopio temporal y limpieza del entorno.
- Capacidad adecuada al punto de generación: un bote sobredimensionado se vuelve estorbo. Uno pequeño obliga a más intervenciones.
- Ergonomía de uso: si abrir, cerrar o mover el recipiente resulta incómodo, el operador buscará atajos.
Para ampliar esa lógica de selección y manejo, vale la pena revisar esta guía sobre contenedores de RPBI.
El costo oculto de elegir mal
Un recipiente deficiente no falla sólo cuando se rompe. Falla cuando obliga a limpieza adicional, cuando ensucia el área, cuando genera dudas de cumplimiento y cuando consume tiempo de supervisión. En compras, ese desgaste rara vez aparece en la orden. Aparece después, repartido entre seguridad, almacén, mantenimiento y calidad.
Un análisis práctico se puede resumir así:
| Criterio de compra | Lo que funciona | Lo que no funciona |
|---|---|---|
| Cierre | Tapa segura y repetible | Tapas flojas o difíciles de asegurar |
| Material | Estructura rígida y confiable | Paredes débiles o deformables |
| Capacidad | Ajustada al volumen real del área | Compra por intuición o por precio |
| Operación | Uso claro para el personal | Dependencia de “explicaciones” constantes |
La compra correcta protege más que el presupuesto
En plantas ordenadas, el contenedor correcto reduce fricción. El personal identifica mejor el flujo. El retiro interno se vuelve más predecible. El almacén temporal permanece limpio. Y la supervisión se concentra en vigilar, no en apagar errores repetitivos.
Eso es gestión de riesgo aplicada a una compra pequeña. Las mejores decisiones de contención casi nunca lucen espectaculares. Lucen silenciosas.
La Cadena de Manejo Dentro de la Planta
Un bote amarillo bien elegido todavía puede convertirse en un problema operativo en cuestión de horas. Pasa cuando nadie define quién revisa el nivel, quién autoriza el retiro interno y qué ruta debe seguir el recipiente hasta el acopio temporal. En ese punto, el incumplimiento ya no nace en compras. Nace en la rutina.
La referencia operativa más útil para ordenar esa rutina es concreta. La recolección interna debe activarse antes de que el contenedor se sobrellene, y una guía del sector salud en México toma como criterio el 80% de la capacidad, además de establecer tiempos máximos de almacenamiento temporal según el tamaño del establecimiento, como resume la Guía de manejo de residuos biológicos infecciosos del sector salud en México. Para planeación interna, ese criterio sirve como piso operativo: ayuda a programar recorridos, evitar maniobras forzadas y mantener estable la carga de trabajo del personal responsable.
El punto no es sólo sanitario. También es logístico.
Una planta que retira RPBI a tiempo reduce derrames, retrabajos de limpieza, desvíos en pasillos y paros breves que rara vez aparecen en un indicador formal, pero sí consumen horas de supervisión. Por eso conviene tratar el bote amarillo como parte de una cadena de flujo controlado y no como un recipiente aislado.
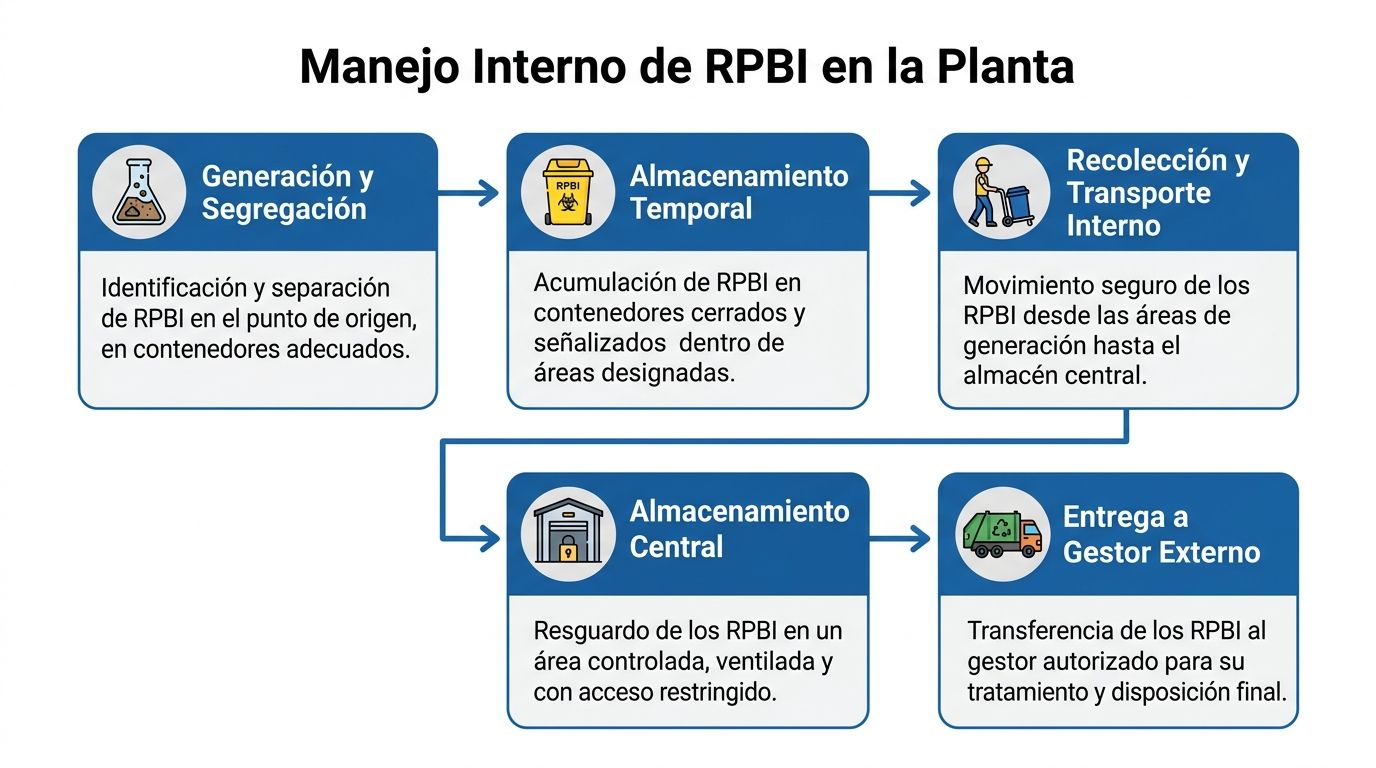
Cómo debe operar la cadena interna
El flujo que mejor funciona en planta suele mantener cinco controles simples y repetibles:
- Segregación en origen. El residuo entra al recipiente asignado en el mismo punto donde se genera, sin trasvases posteriores.
- Revisión de nivel y condición. El responsable del área verifica llenado, tapa, limpieza exterior y estabilidad del bote.
- Cierre y retiro programado. El movimiento ocurre antes de que el recipiente llegue a una condición incómoda o insegura para manipularse.
- Traslado por ruta definida. El personal usa un recorrido autorizado, separado en lo posible de zonas de alto tránsito y maniobras de materiales.
- Ingreso a acopio temporal controlado. El contenedor queda bajo resguardo, con acceso limitado y criterio claro de permanencia.
Ese orden evita una falla muy común. El recipiente no se sobrellena de golpe. Se sobrellena porque la inspección se volvió informal y porque nadie quiso interrumpir la operación por un retiro de cinco minutos.
Para reforzar esa parte del proceso, conviene revisar este criterio operativo sobre programación y control de la recolección de RPBI.
El acopio temporal define si la cadena es seria o improvisada
Muchas plantas resuelven bien la segregación inicial y pierden disciplina en el último tramo interno. El bote sale del punto de generación, pero termina en un cuarto prestado, junto a materiales ajenos o en un espacio sin control de acceso. Ahí aparecen los costos que no se presupuestaron: limpieza adicional, movimientos duplicados, más exposición del personal y observaciones en auditoría.
El área temporal debe operar como una estación logística, no como un rincón disponible. Eso implica ubicación fija, señalización, criterio de ingreso, responsables definidos y una frecuencia de retiro compatible con el volumen real de generación. Si la planta produce RPBI líquido en picos por turno, el diseño del recorrido y la capacidad del acopio deben responder a ese patrón. Si no lo hacen, el contenedor correcto termina compensando un sistema mal configurado.
Checklist breve para supervisión diaria
- Punto de generación controlado: el bote está donde ocurre el residuo y no donde quedó espacio libre.
- Nivel bajo control: el recipiente se retira antes del sobrellenado.
- Tapa y cuerpo en buen estado: no hay holguras, fisuras ni suciedad exterior que complique el traslado.
- Ruta interna conocida: el personal sabe por dónde moverlo y quién recibe en el área temporal.
- Acopio temporal disciplinado: acceso restringido, señalización visible y permanencia controlada.
- Registro operativo básico: existe evidencia de revisión y retiro interno.
Cuando esta cadena funciona, la planta gana más que conformidad. Gana estabilidad operativa. El manejo del RPBI líquido deja de ser un frente reactivo y se convierte en una señal clara de disciplina logística, control de riesgo y uso más inteligente de tiempo, espacio y recursos.
Etiquetado Recolección y Disposición Final
El error más costoso en RPBI suele aparecer al final de la cadena. La planta segregó bien, usó el bote correcto y mantuvo el acopio interno en orden, pero relaja el control cuando llega el momento de etiquetar, entregar y documentar la salida. Ahí sigue existiendo responsabilidad para el generador.

La conversación externa casi siempre se queda corta en dos temas que importan mucho a logística: la disposición final específica de los residuos líquidos patológicos y el efecto que tiene el tamaño del contenedor sobre la recolección y sus costos. La observación de mercado es clara: falta análisis que conecte el volumen del bote, por ejemplo 1.7 L frente a 17 L, con la tarifa de recolección por tonelada, la frecuencia de retiro y la minimización de sanciones; además, la norma exige etiquetado biohazard y cierre hermético, como resume esta nota sobre el bote amarillo RPBI y la fase de disposición final.
Qué debe cuidar el generador antes de la entrega
Aunque muchos equipos ven la recolección externa como un trámite, en realidad es una transferencia de custodia. Si la documentación está débil o el etiquetado es incompleto, el problema se regresa al generador.
Revise al menos estos puntos:
- Datos del generador: identifique con claridad quién entrega el residuo.
- Fecha de recolección: deja trazabilidad temporal del movimiento.
- Rotulado visible: símbolo de riesgo biológico y lectura clara del contenedor.
- Cierre completo: el bote debe salir asegurado, no “casi cerrado”.
- Proveedor acreditado: la planta debe verificar que el gestor cuente con los permisos aplicables.
El tamaño del recipiente sí altera la operación
Aquí hay un punto ciego frecuente. El tamaño del bote no sólo cambia cuántas piezas compra la planta. También modifica la rutina de retiro interno, el espacio de acopio y la forma en que se programan las entregas al gestor externo.
No existe en las fuentes públicas citadas un análisis cuantificado de costo por elegir un volumen u otro. Pero operativamente sí puede afirmarse algo: una mala elección de capacidad complica la frecuencia de manejo, satura espacio o fuerza retiros más torpes. En cumplimiento, eso basta para tratar el tamaño como una decisión de proceso y no como un detalle comercial.
Criterio útil: el mejor volumen no es el más grande ni el más pequeño. Es el que mantiene control visual, cierre seguro y retiro predecible dentro de su rutina.
Una referencia audiovisual puede ayudar a alinear al personal sobre la lógica general del manejo:
Lo que conviene pedir al gestor externo
Más que promesas verbales, pida evidencia documental y consistencia operativa. Si el proveedor responde con evasivas sobre permisos, rutas o trazabilidad, la relación ya empezó mal.
Una revisión básica debe incluir:
| Punto de verificación | Qué observar |
|---|---|
| Permisos aplicables | Que el gestor pueda demostrar su autorización |
| Cadena documental | Que la entrega quede trazable |
| Condición de recepción | Que exija botes bien cerrados y etiquetados |
| Rutina de servicio | Que su operación se adapte a la realidad del generador |
La disposición final no se delega por completo. Se administra.
El Vínculo Entre RPBI y la Excelencia en Contenedores Industriales
Las plantas más ordenadas entienden algo que otras tardan años en descubrir. La disciplina de contención no cambia según el material. Cambia el nivel de consecuencia. El mismo rigor que evita un error con RPBI también eleva la gestión de una flota retornable, de tarimas higiénicas o de contenedores plegables en circuito cerrado.
El mismo principio aplicado a otro activo
Cuando una planta selecciona un recipiente de RPBI por cierre, resistencia, trazabilidad y facilidad de manejo, está aplicando una lógica que debería usar también con sus activos logísticos. Un contenedor retornable mal especificado genera otro tipo de problema, pero el origen es el mismo: compra sin criterio operativo suficiente.
Eso se nota en varios frentes:
- Selección por ficha técnica vigente: medidas, compatibilidad y comportamiento real en operación.
- Limpieza controlada: indispensable en farmacéutica, alimentos y procesos sensibles.
- Reparación o retiro a tiempo: un activo dañado contamina el flujo, aunque no sea un residuo regulado.
- Estandarización: menos variantes implica menos errores de uso.
Qué revela el manejo de RPBI sobre una planta
Un programa limpio de RPBI suele ir de la mano con buenas prácticas en contención industrial. El personal ya está acostumbrado a usar el recipiente correcto, respetar rutas, revisar condición física y seguir criterios de segregación. Esa cultura luego facilita administrar:
- contenedores plegables o colapsables buscados en el mercado como tipo Ropak, tipo Orbis o equivalentes tipo Monoflo
- tarimas plásticas higiénicas para procesos donde limpieza e inocuidad importan
- flotas retornables que requieren servicios periódicos de lavado y reparación
La higiene industrial no debe limitarse al residuo
En plantas de alimentos, farmacéutica y ciertas operaciones automotrices, el estándar de limpieza no puede aplicarse sólo al residuo sensible. También debe alcanzar los activos que tocan producto, empaque o flujo interno. Una tarima con daño superficial, un contenedor con bisagra fatigada o una caja plegable con residuos de operación puede no generar una no conformidad inmediata, pero sí erosiona el control.
Una planta no demuestra orden por la cantidad de equipo que compra. Lo demuestra por cómo mantiene, limpia, inspecciona y retira ese equipo cuando ya no cumple.
Ese es el verdadero vínculo entre RPBI y la excelencia logística. Ambos exigen criterio de ciclo de vida, no compras aisladas.
Conclusión De la Conformidad a la Excelencia Logística
El Bote amarillo RPBI parece un tema puntual. En realidad, obliga a la planta a mostrar su nivel real de disciplina. Hay que clasificar bien, elegir un recipiente confiable, retirar antes del sobrellenado, mantener un acopio temporal bajo control y sostener una entrega documentada a un gestor externo. Nada de eso es accesorio.
Para un gerente de logística, almacén o manufactura, la lectura útil es otra. Si su operación puede controlar un flujo tan regulado, también puede llevar esa misma precisión a su sistema completo de contención. Ahí entran la especificación correcta de contenedores retornables, la limpieza programada, la reparación oportuna y la estandarización de tarimas y cajas en circuito.
Las plantas más fuertes no separan cumplimiento de eficiencia. Los integran. Un proceso bien diseñado reduce riesgo, ordena al personal y protege activos. Eso aplica al RPBI líquido y también al resto de la infraestructura logística que sostiene la operación todos los días.
Si su operación necesita elevar el control de sus activos logísticos con el mismo rigor que exige el manejo de residuos regulados, Codesan puede apoyar con contenedores plegables y colapsables que el mercado busca como tipo Ropak, tipo Orbis o equivalentes tipo Monoflo, además de tarimas de plástico en medida estándar 120 × 100 cm, contenedores Ropak, contenedores Orbis, contenedores tipo Monoflo, contenedores colapsables, contenedores usados y servicios de reparación y limpieza de flotas retornables. La cotización y el cierre se realizan por teléfono, la disponibilidad se confirma al cotizar y el material se recoge en San Luis Potosí con transporte del cliente. Si hace falta, pueden sugerir transportistas de confianza.




